[VIP第1年] 指数:3
[VIP第1年] 指数:3
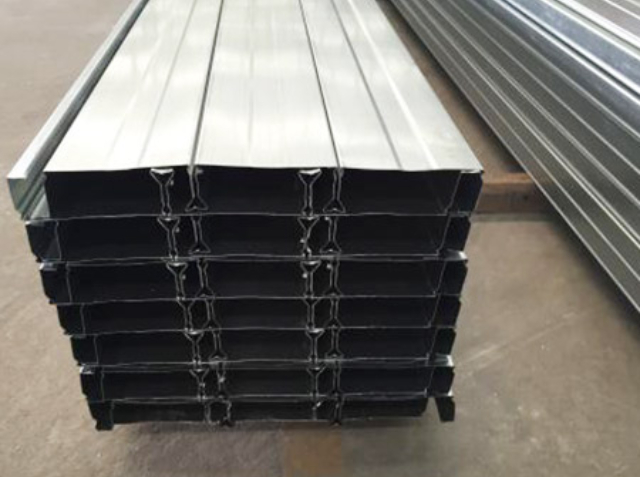
康弘机械冷拔钢的工艺流程是这样的:轧头→剥壳→通过润滑剂盒→进入拔丝模孔。轧头在轧头机上进行,目的是将钢筋端头轧细,以便穿过拔丝模孔。剥壳是通过3~6个上下排列的辊子,以除去钢筋表面坚硬的渣壳,润滑剂常用石灰、动植物油、肥皂,新乡冷拔方钢非标定做、白蜡和水按一定比例制成。剥壳和通过润滑剂能使铁渣不致进入拔丝模孔口,新乡冷拔方钢非标定做,以提高拔丝模的使用寿命,新乡冷拔方钢非标定做,并消除因拔丝模孔存在铁渣,使钢丝表面擦伤的现象。剥壳后,钢筋再通过润滑剂盒润滑,进入拔丝模孔进行冷拔。
康弘机械冷拔钢生产前会对原材料进行必定环节的检验。对钢号不明或无出厂证明的钢材,会取样检验。遇截面不规整的扁圆、带刺、过硬、潮湿的钢筋,不得用于拔制,以免损坏拔丝模和影响质量。钢筋冷拔前经轧头和除锈处理。除锈装置可以利用拔丝机卷筒和盘条转架,其中,设3~6个单向错开或上下交错排列的带槽剥壳轮,钢筋经上下左右反复弯曲,即可除锈。亦可使用与钢筋直径基本相同的废拔丝模以机械方法除锈。在操作前,应按常规对设备进行检查和空载运转一次。安装拔丝模时,要分清正反面.安装后应将固定螺栓拧紧。为减少拔丝力和拔丝模孔损耗,抽拔时须涂以润滑剂。一般在拔丝模前安装一个润滑盒,使钢筋黏滞润滑剂进入拔丝模。拔丝的成品,应随时检查砂孔、沟痕、夹皮等缺点,以便随时更换拔丝模或调整转速。
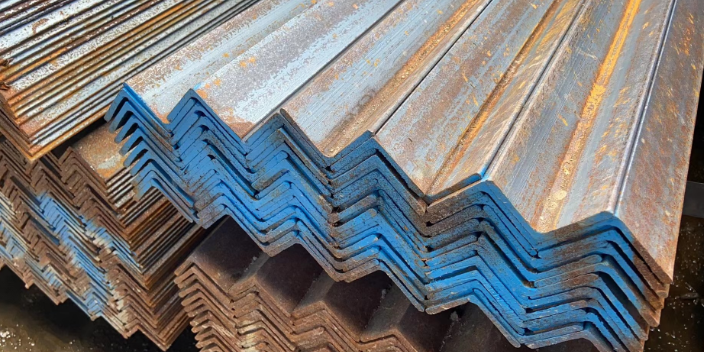
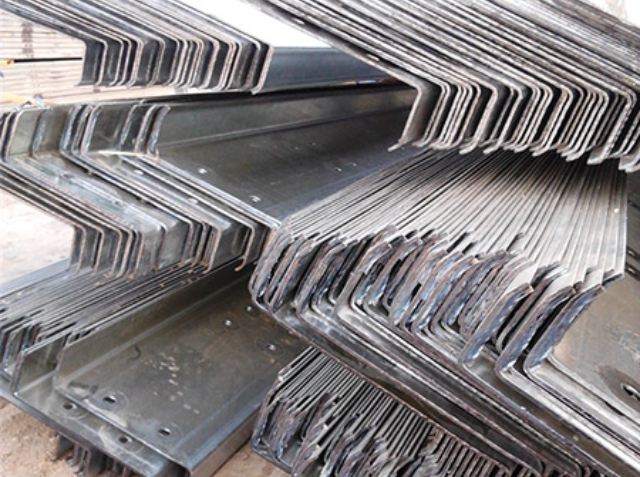
冷拔方钢揉捏调直怎么做?①外表处置上架:坯料经过时效,硬度已达标,冷拔圆钢就没那么容易变曲折,但上架时仍是要留心,两端抬料时,尽量避免上下动摇,动摇也会对已经有时效材料构成的曲折。②揉捏调直:调直是型材构成曲折很严重的环节,调直工要留心调直所用的力度,力气过大就可以会对型材发作变形、收口、桔皮等,力气过小就会发作型材调不直,构成曲折。③揉捏装框:这环节也是十分重要的,锯完定尺长度后,铝型材就要中止装框,这组装框工就要留心了:这料是大料仍是小料,是带管料仍是平面模拉出来的料。普通来说,大料和带管的料抬两端装框不容易构成曲折,但小料平面模拉出来的料,抬两端就很容易构成曲折,这时就应该从两端向中间靠拢中止抬料装框。冷拉方钢变形抗力,奥氏体和马氏体冷拉方钢都具有较高的变形抗力,加工硬化倾向大,且高温下再结晶速度慢,因而冷轧这类钢时要特别注意设备和电机能力。铁素体或半铁素体的低碳异型钢和一般碳钢有相同的变形抗力。冷拉方钢的低温导热性都较差,而线膨胀系数则比碳钢大。为保证加热质量应采纳低温慢速加热。
文章来源地址: http://yjkc.chanpin818.com/gangcai/xingcai/deta_3717498.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。