[VIP第1年] 指数:3
[VIP第1年] 指数:3
粉末喷涂在铝型材表面处理应用中的优势:1、对水、大气的污染程度降低,片碱、硫酸及其它液体有机溶剂的不再使用,减少水及大气污染,也有效地提高铝型材与作为环保产品的塑钢型材的竞争实力,相应地减少了一些生产成本;2、工人的劳动强度明显降低,由于采用自动化流水线作业,上海圆形铝型材配件生产厂家,上料方式以及夹具的使用方式已经得到明显简化,提高了生产效率,也降低了劳动强度;3,上海圆形铝型材配件生产厂家、对毛料的表面质量要求标准有明显降低,粉末涂层并且可以完全覆盖型材表面的挤压纹,上海圆形铝型材配件生产厂家,掩盖一部分铝型材表面的瑕疵,提高铝型材成品的表面质量;7涂膜的一些物理指标较其他表面处理膜有明显提高,如硬度、耐磨性,可有效地延长铝型材的使用寿命。一旦没有拉伸好,那么是会直接影响铝型材成型后的样式的。上海圆形铝型材配件生产厂家
铝型材加工厂家作为一种较受欢迎的工业型材,被普遍的运用于各行各业,铝型材加工厂家大多是根据用户已有需求来开发的,有些行业开发能力很强,如轨道车辆制造业、汽车制造业等,但有些小行业缺乏自身开发能力,或还未意识到可用铝型材加工厂家取代现用的材料,这就需要生产企业协助用户去开发代用的铝型材加工厂家,要做到这一点,就需要走出去对各行各业的用材作详细的调查,找出适合用铝型材来取代的用材,通过这些开发,可扩大铝型材加工厂家需求的市场,特别是大型工业的开发,增加市场需量可减轻在建的大型、特大型挤压线建成后所面临的激烈竞争局面。提高铝型材加工厂家的整体生产技术。上海圆形铝型材配件生产厂家甚至还会对质量方面有一定的影响。
铝型材的销量:我国国民经济和高新技术的稳定、持续、快速发展,促使我国铝冶炼和铝型材加工业发展十分迅速。我国铝材铝合金型材工业铝型材产量在2006年已达879.3万吨,超过美国成为世界前列;2007年产量高达1250.8万吨,同比2006年增长42.45%,再创历史新高;2007年进口工业铝材69.0万吨,同比2006年增长0.6%;出口工业铝型材185.3万吨,同比2006年增长49.5%,铝合金型材净出口116.3万吨;2007年,我国工业铝材表观消费量为1134.5万吨。在2008年1-6月份我国铝工业的产量中,氧化铝产量1112.9万吨,比2007年同期增长7.1%,预计2008全年产量为2300万吨;电解铝产量662.0万吨,比2007年同期增长12.9%,预计2008全年产量将达1450万吨;铝加工材687.9万吨,比2007年同期增长38.3%,预计2008全年产量将达到1400万吨。
铝型材焊接前的清洗方法:1)机械清洗:在工件尺寸较大、生产周期较长、多层焊或化学清洗后又沾污时,常采用机械清理。先用汽油等有机溶剂擦试表面以除油,随后直接用直径为0.15mm~0.2mm的铜丝刷或不锈钢丝刷子刷,刷到露出金属光泽为止。一般不宜用砂轮或普通砂纸打磨,以免砂粒留在金属表面,焊接时进入熔池产生夹渣等缺陷。另外也可用刮刀、锉刀等清理待焊表面。2)化学清洗:化学清洗效率高,质量稳定,适用于清理焊丝及尺寸不大、成批生产的工件。可用浸洗法和擦洗法两种。可用汽油、煤油等有机溶剂表面去油,用40℃~70℃的5%~10%naoh溶液碱洗3min~7min(纯铝时间稍长但不超过20min),流动清水冲洗,接着用室温至60℃的30%hno3溶液酸洗1min~3min,流动清水冲洗,风干或低温干燥。相对于工业铝型材占有市场的机会就更丰富一些。
铝型材在加工过程中过热的原因:一、铝型材加工厂家生产的铝型材温的设定与控制:通常,温与表显温度存在一定的误差,设定表温时要根据炉子的实际温度来进行设定,并密切关注温的波动情况。二、铝型材加工厂家生产的铝型材装炉前要将其它特殊合金与普通合金分开装炉时效,由于生产的原因确实要同炉时效时,要取用特殊合金的工艺来进行时效。三、铝型材加工厂家生产的铝型材挤压装框不能过密,料与料之间要有间隔,铝型材加工厂家生产的铝型材特别是不通风的小料、厚料间隔更加要大些,管料与小料、板料合装一框时,管料放下面这样有利于时效循环送风。四、铝型材加工厂家生产的铝型材时效保温:要严格按照工艺要求来进行时效,保温时间要适当,防止欠时效或过时效而导致硬度不够。坯料装框、装炉。强度大挤压型材的材料可一直使用,工业铝型材的机件在整个制作过程中没有热焊接,这也就促成了拆卸的方便。上海圆形铝型材配件生产厂家
品种规格多、批量小是其特点,甚至有些行业的用材还未开发,这比大型材可能更具有潜力。上海圆形铝型材配件生产厂家
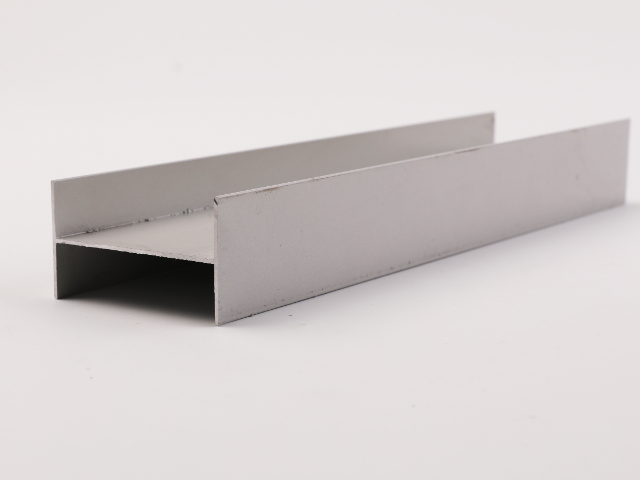
工业铝型材的过程中要注意哪些问题呢?主要问题包括熔铸、挤压和上色三个过程。1、熔铸是铝材生产的首道工序。主要过程为:一、配料:根据需要生产的具体合金,计算出各种合金成分的添加量,合理搭配各种原材料。二、熔炼:将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去。三、铸造:熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒。2、挤压:挤压是型材成形的手段。先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化。不同的可热处理强化合金,其热处理制度不同。3、上色。氧化:挤压好的铝合金型材,其表面耐蚀性不强,须通过阳极氧化进行表面处理以增加铝材的抗蚀性、耐磨性及外表的美观度。上海圆形铝型材配件生产厂家
文章来源地址: http://yjkc.chanpin818.com/jsjgc/ljlhjc/deta_10761517.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。