[VIP第1年] 指数:3
[VIP第1年] 指数:3
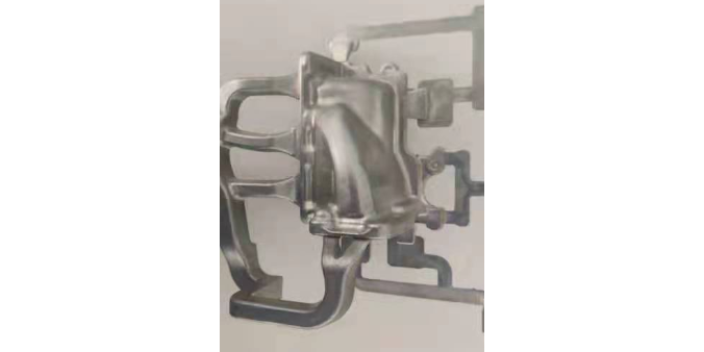
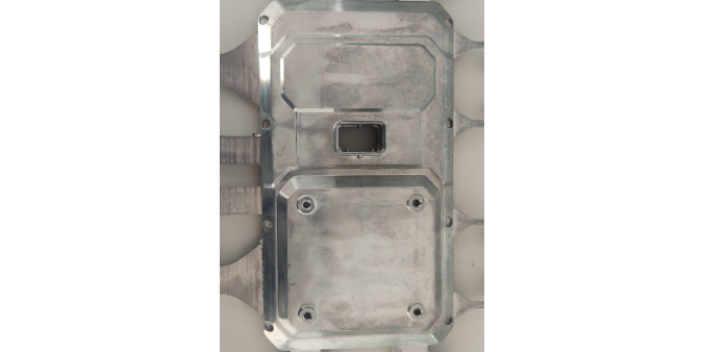
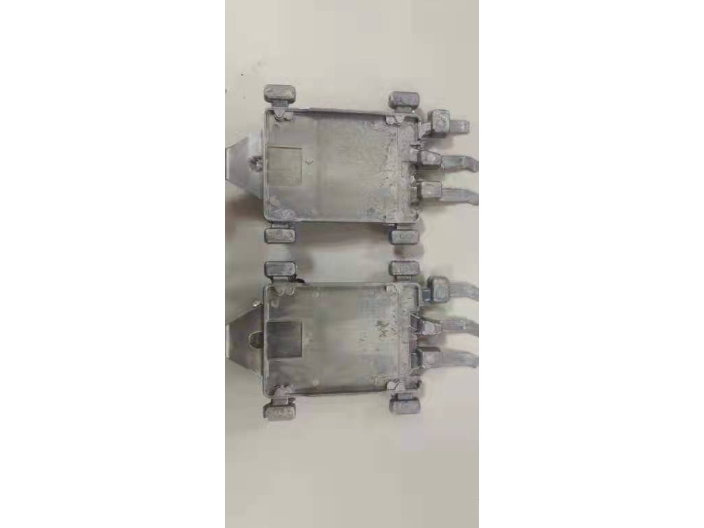
压铸工艺在制造通信设备外壳方面有着广泛的应用。通信设备外壳需要具备良好的电磁屏蔽性能、散热性能和美观的外观。在压铸通信设备外壳时,常采用铝合金材料。将铝合金熔化后,通过压铸机将液态金属注入到设计精美的外壳模具中。模具的设计要考虑到通信设备内部元件的布局和散热要求,在外壳上设置合适的散热孔和加强筋等结构。压铸过程中,要保证铝合金液在模具中填充均匀,使外壳的壁厚均匀。压铸生产的通信设备外壳不仅能有效地屏蔽电磁干扰,还能为内部元件提供良好的散热环境,同时其美观的外观也符合现代通信设备的设计要求。压铸模具需采用耐磨材料制造。上海新能源压铸后期处理

如螺纹联接、楔联接、销联接、键联接、花键联接、过盈配合联接、弹性环联接、铆接、焊接和胶接等。[1]机械零件2、传递运动和能量的带传动、摩擦轮传动、键传动、谐波传动、齿轮传动、绳传动和螺旋传动等机械传动,以及传动轴、联轴器、离合器和制动器等相应的轴系零(部)件。3、起支承作用的零(部)件,如轴承、箱体和机座等。4、起润滑作用的润滑系统和密封等。5、弹簧等其它零(部)件。作为一门学科,机械零件从机械设计的整体出发,综合运用各有关学科的成果,上海加工压铸后期处理压铸机需定期校准以保证精度。

压铸在航空航天领域的应用,主要得益于其能够生产出轻量化和精密度高的零部件,满足航空航天工业对材料性能的严格要求。应用领域:1.发动机部件:压铸技术常被用于制造航空发动机的外壳、涡轮叶片、进气道等复杂结构部件。这些部件不仅要求高温耐受性,还需具备轻量化特性,以减少飞行过程中的能耗。2.机身与结构件:航空航天器的机身、翼面、舱门等结构件也常采用压铸工艺制造。这些部件需要承受高速飞行中的巨大气动力和振动,压铸技术能够确保它们的结构强度和刚度。3.连接件与紧固件:压铸技术还能生产各种连接件和紧固件,如螺栓、螺母等,这些部件虽小,但在航空航天器的整体结构中起着关键作用,需要具备良好的可靠性和耐用性。
压铸工艺在制造灯具金属外壳方面有着独特的优势。灯具金属外壳需要美观、散热良好且有一定的强度。在压铸灯具外壳时,常采用锌合金或铝合金材料。将材料熔化后,通过压铸机注入精心设计的外壳模具中。模具的设计要考虑到灯具的照明角度、散热通道等因素。例如,在设计LED灯具外壳时,要在外壳上设置合适的散热鳍片。压铸过程中,要保证金属液在模具中流动顺畅,使外壳表面光滑、无瑕疵。压铸生产的灯具金属外壳能够有效地散发灯具内部产生的热量,同时其美观的外观也能满足不同环境下对灯具设计的要求。铸造铝合金是用来直接浇铸各种形状的机械零件的铝合金。

压铸工艺中的真空压铸技术是一项重要的改进。在传统压铸过程中,气体容易卷入液态金属中,导致零件内部出现气孔等缺陷。真空压铸则是在压铸前先将压铸模具型腔抽成真空状态。当液态金属被注入时,减少了气体的卷入。以生产高性能压铸铝件为例,真空压铸可以显著提高零件的密度和力学性能。在航空航天领域的一些关键铝制零件生产中,真空压铸技术保证了零件在承受高应力时的可靠性。同时,真空压铸还能改善零件的表面质量,减少因气孔导致的表面瑕疵,使零件更符合高精度的使用要求。压铸技术能大幅提高生产效率。上海加工压铸后期处理
压铸合金具有优良的可铸性。上海新能源压铸后期处理
产品成型后不需要后处理,然而,只有在大批量生产的情况下才能显示出成本低的优点。压铸法:加工成本高,只有在大批量生产的情况下成本才合理。但**终产品的成本相对较低而且误差比较高。可以用于生产壁厚较薄的零件。旋铸法:是加工小型零件的理想方法,通常用于首饰制造。可以使用橡皮模型以降低加工的成本。定向固化:可以生产具有优良抗疲劳性能的非常坚固的超耐热合金浇注到模型里,然后经过严格控制的加温及冷却工序,以消除任何细小的瑕疵。上海新能源压铸后期处理
文章来源地址: http://yjkc.chanpin818.com/jsjgc/ljlhjc/deta_24263564.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。