[VIP第1年] 指数:3
[VIP第1年] 指数:3
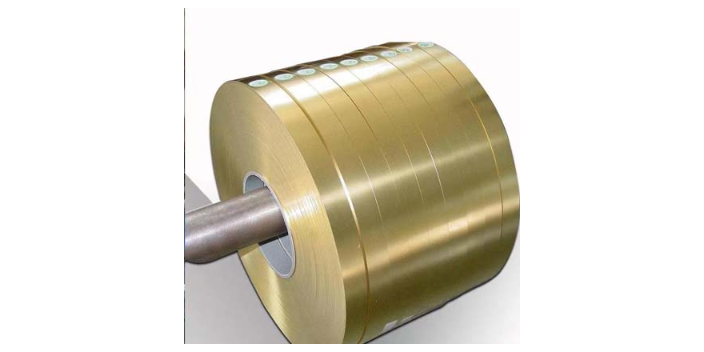
温州华盈铜业黄铜板生产工艺要点如下:1.铸锭加热。高锌黄铜在高温下易“脱锌”,一些复杂黄铜具有较大的铸造应力,因此,多数黄铜不宜高温快速加热。炉内气氛宜用微氧化气氛。2.热轧。一些黄铜(如高锌黄铜等)在高温下除α相外还有脆性β相,热轧时须避开脆性温度区,以免产生裂纹。低锌简单黄铜(如H96、H90等)塑形较好,可以在较大的温度范围内热轧,而铅黄铜等一些复杂黄铜的高温塑性有限,因此热轧的温度范围较窄,要实施快速轧制,黄铜板注意温降。3.冷轧。简单黄铜也有相当好的塑性,加工率可达75%以上,而大多数复杂黄铜塑性较差,有的加工率不足50%。因此,在总加工率设计时应留有余点,以免裂边,断带。温州华盈铜业有限公司为您提供 H59黄铜带设备,欢迎新老客户来电!北京C2100黄铜带厂价
温州华盈铜业黄铜原来指铜锡铝合金,后除紫铜、白铜之外的黄铜板均称黄铜。锡青铜的锻造特性、减磨特性好和物理性能好,合适于生产制造滚动轴承、蜗轮蜗杆、传动齿轮等。铅黄铜是当代柴油发动机和数控磨床普遍应用的滚动轴承原材料。铝青铜抗压强度高,耐磨性能和耐腐蚀性好,用于锻造高荷载的传动齿轮、联轴器、螺旋桨船用等。铍青铜和锡青铜的延展性极点高,导电率好,适于生产制造精密弹簧和电触碰元器件,铍青铜还用于生产制造媒矿、石化厂等应用的无火苗专门工具。白铜以镍为关键加上原素的黄铜板。铜镍二元铝合金称一般白铜;加上锰、铁、锌、铝等原素的白黄铜板称繁杂白铜。工业级白铜分成构造白铜和电焊工白铜两类。构造白铜的特性是物理性能和耐腐蚀性好,颜色美观大方。这类白铜普遍用于生产制造精密的机器设备、机械制造和船只预制构件。电焊工白铜一般有优良的热电气性能。锰铜、康铜、考铜是含锰量不一样的锰白铜,是生产制造精细电工仪器、电磁继电器、精密电阻、电阻应变片、热电阻等用的原材料。宁夏H85黄铜带型号温州华盈铜业有限公司致力于提供软态黄铜带设备,欢迎您的来电哦!

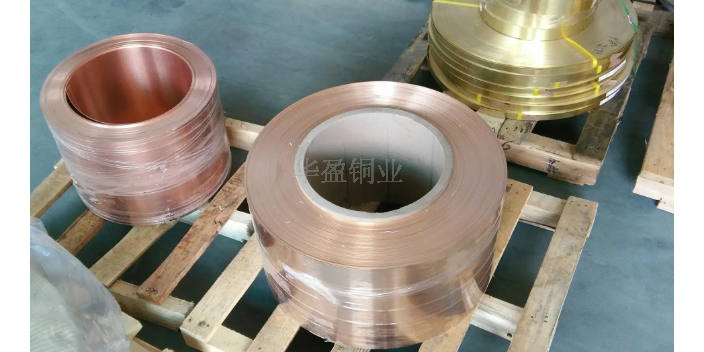
华盈铜业黄铜带的定位装置,必须经监理人检查认可后,方可进行混凝土浇筑。黄铜带接头焊接质量须进行检查,监理人认为必要时,须进行渗油检验,合格后应将其油污清洗干净。模板架立应牢固,片两侧模板须采用“Ω”形支撑或其它支撑结构,以避免因模板变形而导致错台和漏浆。黄铜带处宜采用整块特制专门模板,以保证片定位牢固和接缝处不漏浆。浇筑过程中避免大骨料在黄铜带部位聚集,并仔细振捣,保证其结合处混凝土密实。合理安排浇筑和振捣程序,注意避免在黄铜带处泌水集中。在混凝土浇筑过程中,承包人应安排专人巡视、管理。监理人应加强对部位的检查,如发现跑偏,应指令承包人及时纠正。注意黄铜带下部混凝土的回填密实,合理采用斜插及水平振捣。
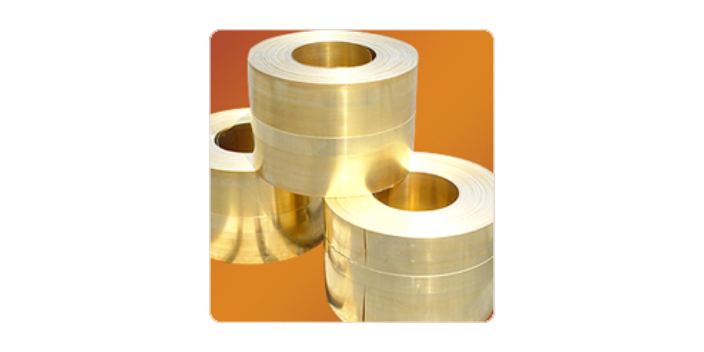
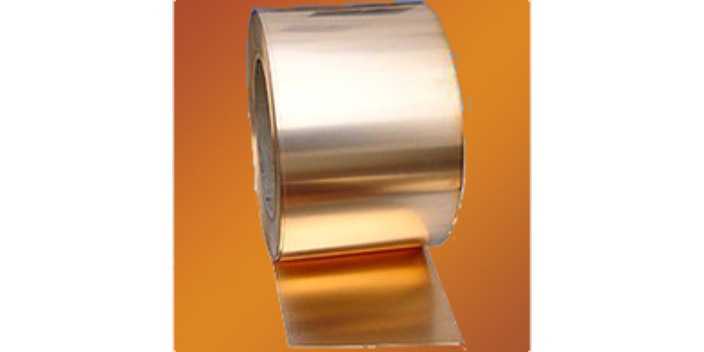
冷轧。简单黄铜也有相当好的塑性,加工率可达75%以上,而大多数复杂黄铜塑性较差,有的加工率不足50%。因此,在总加工率设计时应留有余点,以免裂边,断带。退火。某些黄铜(如HPb59-1、H62等)对内应力比较敏感,应在冷加工后24h内进行退火,以免因内应力较大而自行开裂或变形(如瓢曲)。对高锌黄铜,退火温度宜取下限,防止高温脱锌,使制品出现“麻面”缺陷。因为浇铸时H90黄铜带中的锌兼有除气作用,金属中的含气量较少,因而退火时高一些。清洗与精整。黄铜酸洗时,酸液浓度不宜过高时间不宜过长,以免过酸洗面“脱锌”。高锌黄铜带硬制品和半硬制品不宜反复矫直,否则必须及时进行消除应力退火。黄铜带的应用案例丰富,遍布众多行业。
黄铜带是铜与锌的合金,因色黄而得名。它的机械性能和耐磨性能都很好,可用于制造精密仪器、船舶的零件、炝炮的弹壳等。黄铜敲起来声音好听,因此,锣、钹、铃、号等乐器都是用黄铜制做的。按照化学成分,可以将黄铜带分为普通的和特殊的两种,具体如下:1、普通黄铜带是铜锌二元合金。由于塑性好,适于制造板材、棒材、线材、管材及深冲零件,如冷凝管、散热管及机械、电器零件等。铜的平均含量为62%和59%的黄铜也可进行铸造,称为铸造黄铜。2、特殊黄铜带为了获得更高的强度、抗蚀性和良好的铸造性能,在铜锌合金中加入铝、硅、锰、铅、锡等元素,就形成了特殊黄铜。如铅黄铜、锡黄铜、铝黄铜、硅黄铜、锰黄铜等。黄铜带的弹性良好,可用于制作各类弹性元件。山东H90黄铜带图片
软态黄铜带设备,就选温州华盈铜业有限公司,用户的信赖之选,欢迎您的来电!北京C2100黄铜带厂价
超声波可产生高频振动,利用这种振动,我们可以很容易对非铁金属进行焊接。超声波线束焊接机超声波金属焊接机衍生设备。利用高频振动波传递到两个需焊接金属表面,加压情况下,使两个H62黄铜带焊接金属表面相互摩擦而形成分子层之间熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。主要应用于汽车线束、摩托车线束焊接等铜线、铝线焊接,所以常被叫做汽车线束焊接机。那么,温州华盈铜业H62黄铜带焊片方法是什么呢?1、中等薄厚,比如2-3个毫米厚,可以用银基VOD203焊料火焰焊接,配合VOD201-F焊膏焊接即可。2、中等薄厚,甚至偏厚的,如果有氩弧焊基础的话,可以用威欧DING黄铜氩弧焊丝直流氩弧焊焊接即可,记住H62黄铜带氩弧焊丝,不是气焊焊丝。3、如果是比较厚件,预热基础上用第2种方法焊接即可。4、如果黄铜带超级薄,比如1毫米甚至1毫米以下,可以用极低温179度M51焊丝配合M51-F焊剂焊接即可,这种用WE53专门液化气喷枪或者点烙铁焊接即可。北京C2100黄铜带厂价
文章来源地址: http://yjkc.chanpin818.com/ysjs/tong/deta_28158479.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。