[VIP第1年] 指数:3
[VIP第1年] 指数:3
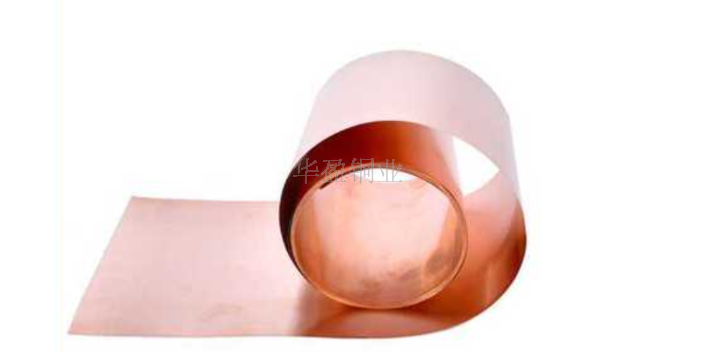
铜毛细管-精密T2紫铜毛细管价格-外径1.2mm紫铜毛细管厂家
T2紫铜毛细管-T3紫铜毛细管-无氧紫铜毛细管-脱氧紫铜毛细管-TU1无氧紫铜毛细管-TP2脱氧紫铜毛细管
年产紫铜毛细管500吨的生产企业,其产品***用于空调、冰箱、冷柜、温控器、精密仪表、电子元件(端子)等众多行业,广州纯铜毛细紫铜管点击了解更多,广州纯铜毛细紫铜管点击了解更多。
公司生产的每支毛细管都采用高精度的游动衬芯拉伸工艺精制而成。产品出厂经气密性、流量,广州纯铜毛细紫铜管点击了解更多、抗拉强度、清洁度等测试检验,各项技术参数均可直接提供给顾客。公司以“精心制作;持续改进工艺;开拓创新;质量顾客至上”为宗旨。
欢迎新老顾客来电洽谈业务!
毛细紫铜管胀管:
胀管:同管径铜管拼接时,为了保证焊接质量需要对一端铜管进行扩杯型口或者采用直通连接,而扩杯型口需要使用胀管器。不可扩喇叭口连接,更不可用尖嘴钳扩口直接进行焊接,否则会导致焊接质量下降,极有可能泄漏冷媒。
工具:去毛刺器、胀管器。
操作方法:根据所胀管的管径选择大小相应的扩头,并安装好。为防止在扩口时管路边缘破裂,应先用扩头尖部进行胀管,然后再将整个扩头插入铜管,均匀用力直至杯型口成型。
毛细铜管焊接生产中,焊工对单面焊双面成形操作技术掌握的水平,往往决定了焊缝的质量. 因此,加强焊工单面焊双面成形操作技能的训练是保证毛细铜管焊缝质量的关键,焊接电流应根据毛细铜管厚度、焊接位置、焊条直径和焊接经验进行选择,保证所选择的电流不易造成焊缝咬边、烧穿、夹渣、未焊透等缺点. 毛细铜管焊接过程中应选择短弧焊,以避免咬肉、未焊透、气孔等缺点的产生. 焊速应合适,不宜过慢,以每层厚度不大于4 mm为宜, 以避免高温停留增长,影响毛细铜管焊缝的机械性能,但焊速也不宜过快,以免造成未溶合、未焊透等缺点。
文章来源地址: http://yjkc.chanpin818.com/ysjshj/tonghejin/deta_3318911.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。