[VIP第1年] 指数:3
[VIP第1年] 指数:3
所以在吹氧焊管上面,自然这一点就用户在使用时,能让自己来提高的一个方面,江西新型吹氧管共同合作,所以在这一点上面,自然就是会让他们在本身上面,能让自己来提高的,所以对于用户来说,江西新型吹氧管共同合作,能让自己表现出这一点的优势,也是要让他们在工艺性上面有**1好的处理的,再有就是在他们的本身上面,也是要让自己达到**1好的厂家的技术和工艺性的要求的,如果他们的厂家面有**1好的技术性的表现,自然就不能让他们在本身上面,能让自己提高。
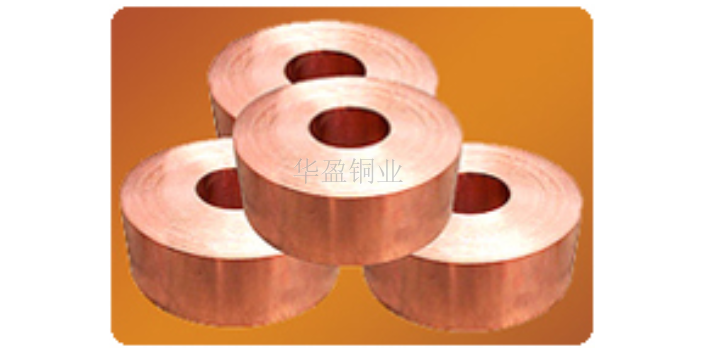
涂层吹氧管的特点:
消耗量低。耐高温涂层一起形成强大的耐热性和抗1氧化性,可达到限度吹氧管消耗量,降低成本费用。
质量高:从原材料的筛选到成品的制作的各个生产环节都在严格的质量控制管理中。
价格低:较先进的生产设备形成的生产线,实现了产品的质优价廉。
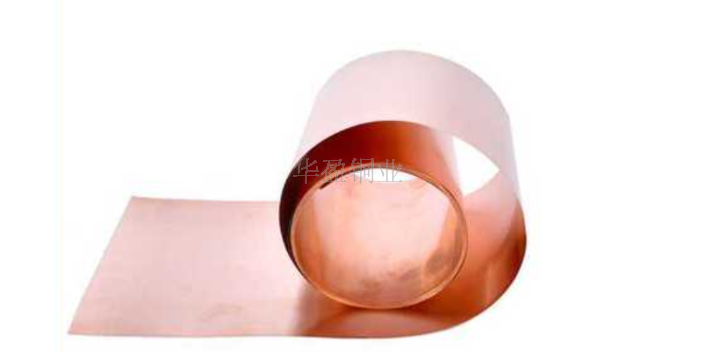
吹氧管在建筑和工业等领域中应用***,那么吹氧管是如何清洗和预热的呢?
在喷(抛)射处理前,采用清洗的方法除去吹氧管表面的油脂和积垢,采用加热炉对管体预热至40一60℃,使吹氧管表面保持干燥状态。在喷(抛)射处理时,由于吹氧管表面不含油脂等污垢,可增强除锈的效果,干燥的吹氧管表面也有利于钢丸、钢砂与锈和氧化皮的分离,使除锈后的吹氧管表面更加洁。
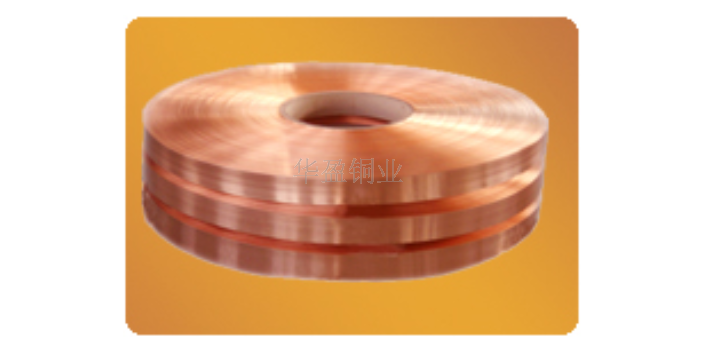
为了控制小口径吹氧管钢水中的氢含量,生产时采取了多项措施。,加强对主原料、辅材料的防潮、干燥和烘烤管理,减少钢水中的原始氢含量;,严格执行真空脱气工艺,真空度达不到规定要求,不安排生产气瓶钢; 第,避免在雨天或潮湿天气条件下冶炼气瓶钢; ,禁止新钢包炉用在气瓶钢上; ,避免高温钢水浇铸; 第,严格执行中间包烘烤制度; 第,加强结晶器氢含量的监 控; 第,增加连铸坯缓冷去氢措施。吹氧管在钢包滑动水口故障时的操作要求:
滑动水口不能自开的现象,即是当滑动水口打开时*有引流砂流出而钢流没有跟随下来,需要操作工先点燃吹氧管,此时将氧流量调小,然后将点燃的吹氧管从下水口孔内向上插入,并开大氧流,将钢水引下。滑动水口烧氧时要特别注意操作人员的安全,烧氧管要有足够的长度,使操作人员能离开水口一定的距离。在操作时应穿带全劳动防护用品。吹氧管单耗由原普通吹氧管的约6Kg/t下降到2Kg/t以下,既提高了电炉作业率,缩短了冶炼时间,又降低了炼钢成本。吹氧管机械性能由于采用高温扩散退火,低碳钢渗铝后其抗拉强度略有下降(下降0.2~0.3Mpa),而其余钢材渗铝后的机械性能变化不大。渗铝层的硬度很高,耐磨性也比较好。
文章来源地址: http://yjkc.chanpin818.com/ysjshj/tonghejin/deta_4082816.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。