[VIP第1年] 指数:3
[VIP第1年] 指数:3
如车身框架、座椅结构等,凭借其轻量化优势,有助于降低能源消耗,提高交通工具的运行效率和安全性。在机械制造领域,铝型材加工的各种零部件广泛应用于机械设备的制造中,为设备的轻量化和高性能提供了支持。总之,铝型材加工以其独特的工艺和广泛的应用,成为现代工业中不可或缺的一部分。它不断推动着技术创新和产业升级,为我们创造出更加高效、环保、美观的产品和生活环境。随着科技的不断进步和市场需求的不断变化,相信铝型材加工将在未来继续发挥其巨大的潜力,为工业发展和社会进步做出更大的贡献。定制铝型材请找常州市蓉胜天力铝加工有限公司,欢迎来电详谈。镇江灯具铝材挤压

进行试验和模拟:可以通过试验和模拟的方法来确定比较好预热温度和时间。例如,可以在实际生产前进行小规模的试验,观察模具在不同预热温度和时间下的性能表现,从而确定比较好的预热参数。同时,也可以利用计算机模拟软件对模具的预热过程进行模拟,预测模具的温度分布和热应力情况,为优化预热过程提供参考。优化预热工艺:分段预热:对于大型或复杂的模具,可以采用分段预热的方式。首先将模具预热到较低的温度,然后逐渐提高温度,直到达到比较好预热温度。杭州门窗铝材挤压中心铝型材加工请找常州蓉胜天力,欢迎来电咨询。

铝型材时效转运(一)时效时尽量按照材质,厚薄,大小,硬度要求,性能要求相同相似的型材放置同一炉中进行时效处理。时效的型材要严格按照该炉型材相对应的时效工艺进行严格操作,不得擅自更改,不得敷衍了事。(二)注意观察循环风机,循环冷却水运转,密切注意观察点火加热情况,炉内升温误差情况,炉内升温速度情况,保温情况,并注意炉门的升降安全和密封性,大沥铝材网收集。(三)高温燃烧环境下注意油,气的泄露情况,通风情况,注意安全。(四)吊运装卸料框注意坠料,注意行车及料框同自身的安全距离。(五)时效炉内严禁滞留人员,必须进入炉内作业时一定要做好相应的保护,并必须有成年人在外观察保护。炉内杜绝可燃易爆物携入,严禁用作烘烤,取暖,睡觉等非生产性用途。(六)不同后加工要求的型材不得并料并框,应根据后加工要求连同流程卡(制造传票)分别转入各生产部门。如实做好工序各表单记录,以便核查。交接班要当面交代清楚当班情况。
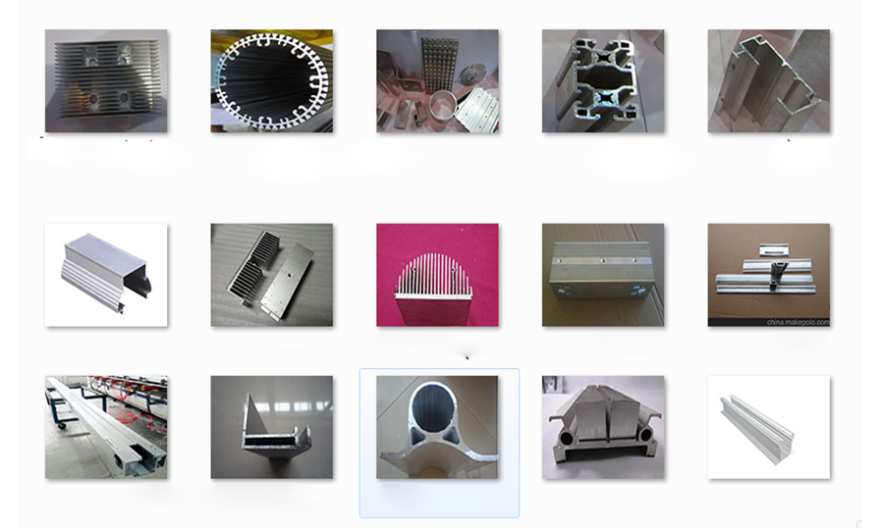
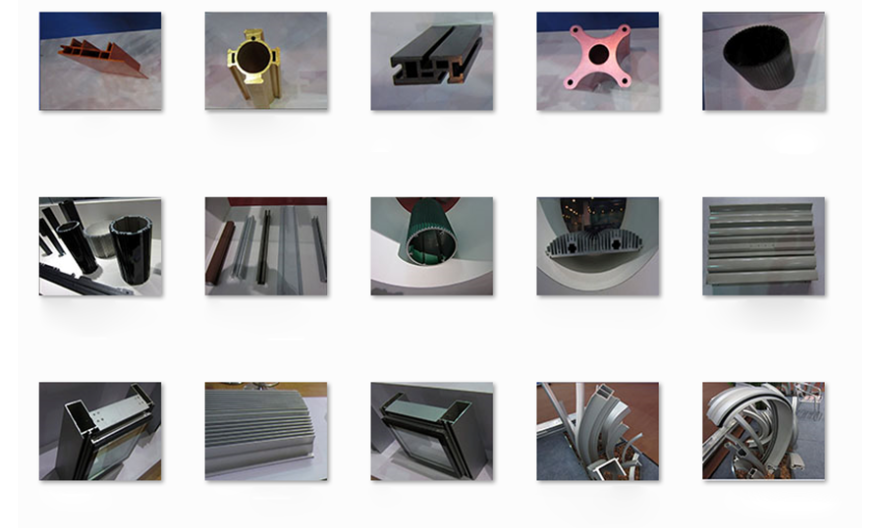
铝型材6063-T5,6063是该铝合金材料的牌号,6063铝合金是AL-Mg-Si系中具有中等强度的、可热处理的强化合白金,属于铝合金中的六系合金。铝型材6063-T5中的T5,是热处理的分类标志,T字后面的一位数字,表示热处理基本类型,也就是说T5表示从成型温度冷却后的人工时效。具有重量轻、硬度高、防腐蚀、易加工、易维护、成本低以及外形美观等众多优点,受到大众青睐。工业铝型材主要用于交通、能源、城市建设、管材、航空、照明等领域,而铝框架广泛应用于货架、支架、工业自动化设备、工厂和办公室的工作台、货架、梯子等等,具体到实物的话,有铝型材配线架、车间物料周转车、自动化设备机柜、铝合金货架、铝型材车间储物柜、皮带输送线、太阳板支架、铝型材仓储登高梯、防静电工作台等等。挤压铝型材加工请联系常州蓉胜天力,欢迎来电询价。

近代技术的进步,挤压速度可以实现程序控制或模拟程序控制,同时也发展了等温挤压工艺和CADEX等新技术。通过自动调节挤压速度来使变形区的温度保持在某一恒定范围内,可达到快速挤压而不产生裂纹的目的。为了提高生产效率,在工艺上可以采取很多措施。当采用感应加热时,沿铸锭长度方向上存在着温度梯度40-60℃(梯度加热),挤压时高温端朝挤压模,低温端朝挤压垫,以平衡一部分变形热;也有采用水冷模挤压的,即在模子后端通水强制冷却,试验证明可以提高挤压速度30%-50%。近年来在国外用氮气或液氮冷却模具(挤压模)以增加挤压速度,提高模具寿命和改善型材表面质量。在挤压过程中将氮气引到挤压模出口处放出,可以使被冷却的制品急速收缩,冷却挤压模和变形区金属,使变形热被带走,同时模子出口处被氮的气氛所控制,减少了铝的氧化,减少了氧化铝粘接和堆积,所以氮气的冷却提高了制品的表面质量,可以提高挤压速度。CADEX是近些年发展起来的一种挤压新工艺,它挤压过程中的挤压温度、挤压速度和挤压力形成一个闭环系统,较大限度地提高挤压速度和生产效率,同时保证比较好的性能。百叶片铝型材加工请找常州蓉胜天力,欢迎来电咨询。舟山铝型材切割厂
百叶片铝型材加工请找常州蓉胜天力,欢迎来电。镇江灯具铝材挤压
冷挤压成形的优点是可加工的铝型材种类多、生产效率高。2.热挤压成形:在高温下,将铝料放入模具中,通过挤压机挤压成型。热挤压成形的优点是可以加工较硬的金属材料,且加工速度较快。但是,热挤压对模具材料和冷却系统的要求较高。二、铝型材的氧化加工氧化加工是铝型材表面处理的一种常见方法,其主要目的是提高铝型材的耐腐蚀性和耐磨性。铝型材的氧化加工主要有以下几种方法:1.化学氧化:将铝型材放入含有氧化剂的溶液中,通过化学反应在铝型材表面形成一层氧化膜。镇江灯具铝材挤压
文章来源地址: http://yjkc.chanpin818.com/jsjgc/ljlhjc/deta_26300426.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。